Investment Casting Demonstration
Host Bill VanOrden
December 13th 2003
A document detailing the process was handed out at the meeting. You may find it here: Investment Casting.pdf
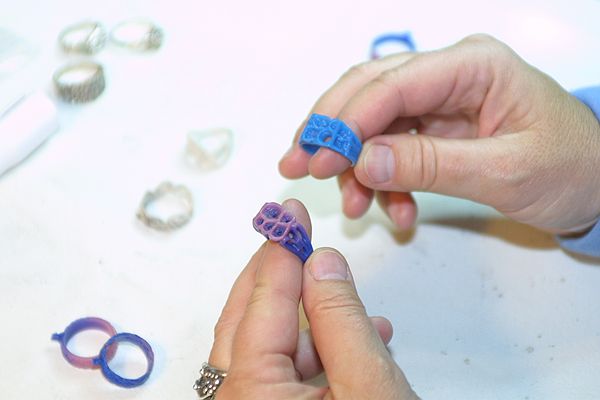
Here are a couple of the commercially made wax ring patterns. The patterns are a one time use item and hence the "lost wax" part of the process.
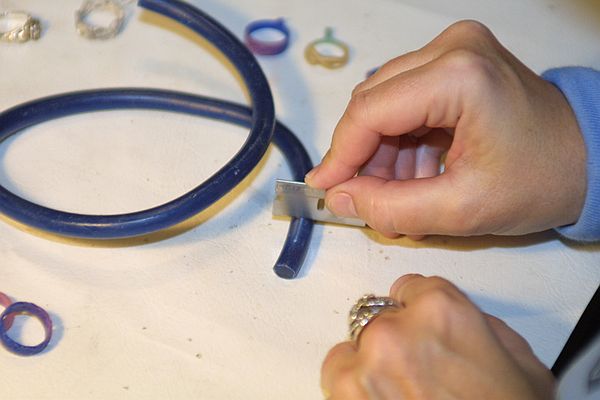
The pattern is attached to a piece of sprueing wax, shown here being cut to length.

The piece of sprueing wax placed into the rubber flask base. The weight of the base is written on the side. This will come in handy at a later time when you realized you forgot to weight the wax and sprue.

Attaching the ring pattern to the sprue using a wax pen. The wax pen is actually a surgical cauterizing tool.

The base and wax is weighed to determine the amount of metal required to fill the mold. The wax portion weighs 2 grams (75g - base).

Mixing the investment. Use 1 1/2 times the volume of the empty flask when measuring the powder. Note the very light stream of water being used, it has to be added slowly to prevent over watering the mixture. Use cold water, warm water will greatly speed the setup time.

Continuing the addition of water.

Kneading the mixture by hand helps break up clumps and makes a smoother mixture.

Consistency is checked by dribbling it into the bowl, too thick here! Should have the consistency of watery pancake batter.

The mixture is placed under the dome of the vacuum table and pulled down as much as possible to help remove trapped air.

Note the trapped air rising to the surface. 30 - 50 seconds should be enough once the mixture stars to release air.
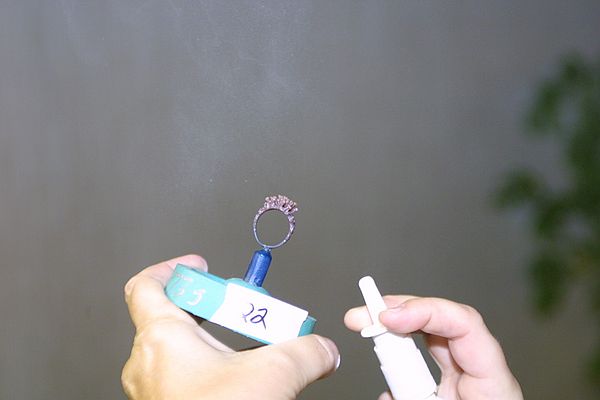
Mist the pattern with a commercial "de-bubbler" spray. Nasal atomizers make the perfect sprayer. If you look closely in this image you can see the mist.
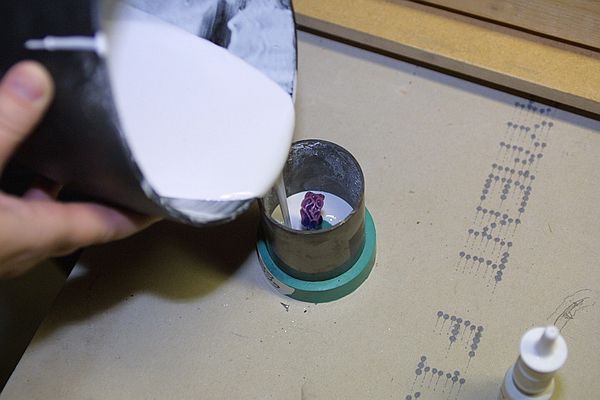
Pour slowly beside the pattern to prevent bubbles being trapped.

Almost full, slow the flow as you fill the voids in the pattern.
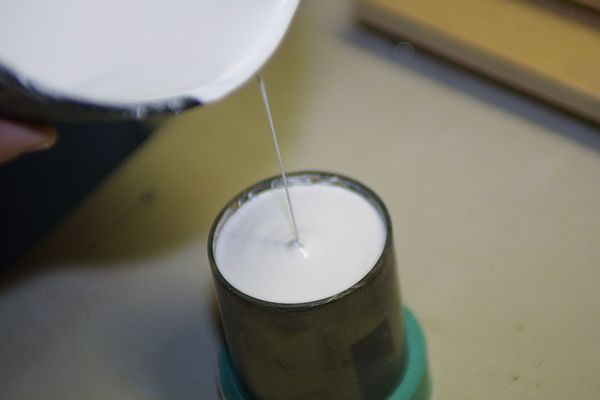
Leave a small head space to allow for expansion when evacuating and to leave an air reservoir when casting.

The finished flasks, note the depression made by the dome in the rubber base. It is now the bowl into which the metal is poured. The sprue wax is what is sticking out of the plaster.
The pictures above this point were provided by Earla Marshall and Bill VanOrden

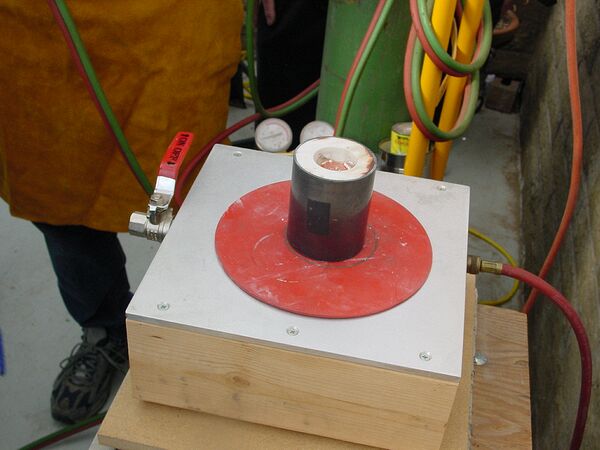
Here the flask is just about to be removed from the burn out oven. The flask is set upside down in the hot oven to melt and then burn out all of the wax embedded in the investment.
On to pouring melted silver!

Donning leathers and face masks Tom Haltmeyer (center) heats the silver while Bill VanOrden (left) holds the crucible.

A close up of the metal, there are still portions of the metal not melted at this point. Look at the small triangle shape on the far side of the bowl.
Here is the flask just after pouring the silver, note the slight red glow of the button of metal in the pouring bowl. The flask is set on a vacuum table, the investment is porous enough that the air is sucked through and that draws the molten metal int the various nook and crannies of the mold.

the somewhat cooled, but still very hot, mold is plunged into a bucket of water.

The rapid cooling of the investment shatters it allowing the removal of the newly cast piece.

The results of the mold being too cool. The metal froze before filling the cavity. Note the thin flashing appearance of the button.

A fully filled pattern with a nicely formed button, the results of the metal and the mold being up to temperature.

The casting in the pickle bath to clean up the silver and remove scaling.

The castings after being removed from the pickle bath.
This group of pictures, courtesy of Jim Riser.
MPEGs of silver pouring:
(videos courtesy of Jim Riser)